一种干燥碳酸锌、煅烧活性氧化锌和高纯氧化锌的组合设备
产品关键词:活性氧化锌 高纯氧化锌 氧化锌煅烧 氧化锌焙烧炉
- 产品名称:一种干燥碳酸锌、煅烧活性氧化锌和高纯氧化锌的组合设备
- 产品编号:006
- 产品商标:卓美
- 产品规格:3000吨,5000吨,7000吨,10000吨
- 参考价格:面议
- 更新时间:2024/4/17 7:40:04
- 点击次数:283次
补偿式双热源氧化锌煅烧系统,是一种解决传统的煅烧方式的新型煅烧方式。它在粉体煅烧系统里解决了高活性和分解率之间的矛盾,应用在活性氧化锌、氧化镁、氧化钒、氧化钙等领域有着广泛的市场前景。
用于活性氧化锌生产的干燥、煅烧联合机组是集干燥与煅烧为一体的,具有国内*水平的新型化工热分解设备。它的*大特点是利用煅烧的尾气来干燥含有一定水分的滤饼状物料,使能源得到充分的利用。特别是使用这种工艺设备煅烧的碳酸锌物料颗粒小,比表面积大,物料在干燥机和煅烧炉内与高温热空气始终处于悬浮状态进行热量交换,物料受热均匀,煅烧分解充分,过烧和欠烧现象少,所以煅烧出来的产品具有很大的活性。但是上一代煅烧工艺的缺点是一套煅烧热源,碳酸锌物料在分解设备(煅烧炉)中,由于只有一套热源系统,所以,为了分解彻底进口温度设计偏高,煅烧炉的真正分阶段就变得较短,且温度降低迅速,不利于产品的分解和保证高活性。新型的*技术是在原有的煅烧分解设备的中上段,配备了二次加热系统,使得物料在需要分解的时段获得均匀、足够的热量。
2.1 联合机组系统组成
本联合机组由天然气燃烧系统、闪蒸干燥系统、悬浮动态煅烧系统、成品料冷却系统及电控系统组成。
2.2天然气燃烧系统组成
天然气燃烧系统采用亚高速天然气烧嘴。
2.3 闪蒸干燥系统组成
闪蒸干燥系统由螺旋送料机、闪蒸干燥机、旋风分离器、电动星型卸料阀、温控阀、脉冲布袋除尘器、高压引风机等设备组成。
2.4补偿式双热源悬浮动态煅烧系统组成
补偿式双热源悬浮动态煅烧系统由燃烧天然气室、螺旋送料机、补偿式双热源悬浮动态煅烧主炉、悬浮动态煅烧副炉、高温旋风分离器、电动星型卸料阀等设备组成。
2.5成品料冷却系统组成
成品料冷却系统由空气过滤器、文丘里冷却风送管、旋风布袋组合收尘器及系统引风机等设备组成。
3.1闪蒸干燥系统工艺过程
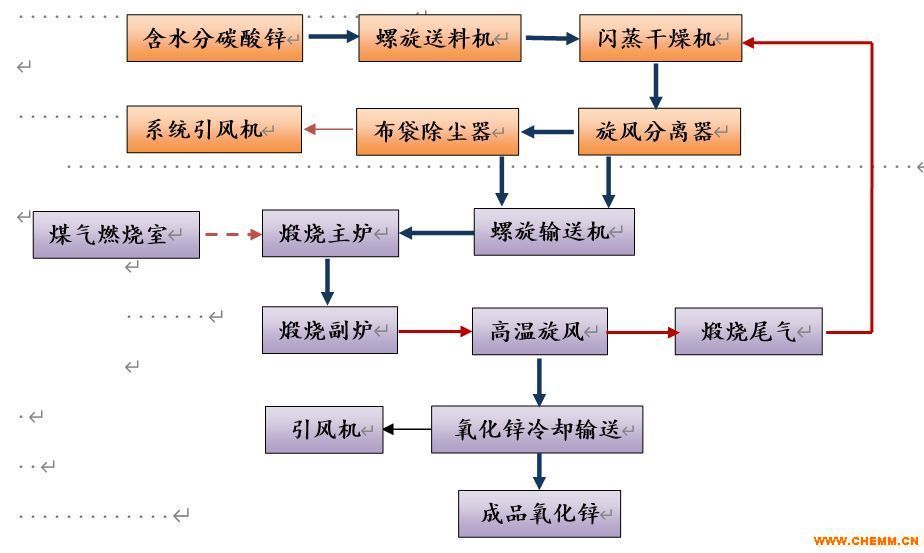
来自双热源悬浮动态煅烧炉尾气400-450℃左右的热风进入闪蒸干燥机内;同时含有≤30%水分的碱式碳酸锌滤饼状物料经可调速的螺旋送料机也被送入闪蒸干燥机。在干燥机内,物料迅速被旋转叶片打散,并与干燥机内的热空气进行热量交换,物料中的水分瞬间变成蒸汽,在系统引风机的吸引下物料干粉被送入由旋风分离器和布袋除尘器进行气固分离,分离后的粉料经过电动卸料阀、螺旋输送机进入补偿式双热源悬浮煅烧炉进行煅烧,干燥后的水蒸气及微量粉尘由系统引风机排到大气中。
3.2 补偿式双热源悬浮动态煅烧系统工艺过程
来自煅烧系统天然气燃烧室烟道气与平衡温度的冷空气形成的550-650℃的热风,在系统引风机的吸引下进入悬浮煅烧炉主、副炉的同时,干燥后的碳酸锌粉料经螺旋送料机输送也进入煅烧主、副炉。物料在煅烧主、副炉内和热风一起形成悬浮状态在同向流动中进行热量交换,同时在煅烧炉的中上段得到热量补充。煅烧好的氧化锌物料经高温旋风分离器回收,然后经过风冷输送和组合式袋式除尘器回收进入储料仓。煅烧高温旋风分离器排出的尾气进入闪蒸干燥机对碳酸锌进行干燥。
(以下均按单台套年产5000t计算)
4.1.闪蒸干燥、悬浮煅烧条件及要求:
4.1.1.物料:碱式碳酸锌。
初含水:≤30% 终含水:<1%
4.1.2.产量(每年按8000小时计算)
氧化锌产量:5000吨/年 700kg/h
4.1.3.煅烧温度:
煅烧主炉进风口温度:550-900℃(由于下游厂家需要更高纯的产品,也可以将设备温度设计到900℃)
煅烧副炉出风口温度:400-500℃
4.1.4.煅烧燃料:天然气
天然气热值:8500kcal/Nm3
4.1.5.产品回收率:≥99.5%
4.1.6.活性氧化锌分解率:≥96%
4.2.闪蒸干燥、补偿式双热源悬浮煅烧联合机组主要工艺设备和技术参数的选择:
4.2.1.闪蒸干燥系统一套。
⑴.250#双无轴螺旋送料机一台。
螺旋轴转速:0-17r/min;螺旋轴功率:2X5.5kw
⑵.165-B闪蒸干燥机一台。
干燥机内径:1650mm;干燥机主轴转速:560r/min;主轴功率:55kw
干燥机进风口温度:400-450℃;出风口温度:120-150℃
⑶.SKCZT180旋风分离器一台。(带CLD-16电动卸料阀一个,功率1.1KW)
⑷.气动温控调风阀一台。(作用是保证布袋除尘器入风口温度低于设定值)
⑸.SKDM500布袋除尘器一台。(带螺旋输送机一个,功率3KW,带CLD-16电动卸料阀一个,功率1.1KW)
除尘器过滤面积:500m2;烟气入口温度:≤150℃;
⑹.干燥、煅烧系统引风机一台。
风机型号:9-19№14D ;电机功率:132KW
风机流量:21793m3/h ;风机压力:11874Pa
4.2.2.补偿式双热源悬浮动态煅烧系统一套。
⑴.SKLS250螺旋输送机一台。
螺旋轴转速:63r/min;功率:3kw
⑵.SKDSZ100悬浮煅烧主炉一座;SKDSF100悬浮煅烧副炉一座
煅烧炉内径:1000mm;煅烧炉高度:13000mm
煅烧炉进口风温:550-650℃;煅烧炉出口温度:450-550℃
⑶. SKCZTB170X2高温旋风分离器一对。(带YCD-HG8高温电动卸料阀一个,功率:1.5KW)
⑷.燃烧室一台。
型号:SKRSS300;
⑸.烧嘴一台。
4.2.3.风送冷却系统一套。
⑴.YCD-HG16空气过滤器一台。
⑵.SKDM-90旋风+布袋组合除尘器一台(带CLD-8电动卸料阀一个,功率:0.75KW)
⑶. 风冷引风机一台。
型号:9-26№5.6A; 风机功率:22KW
风机流量:6612m3/h ; 风机压力:7546Pa
4.3 能耗:110×104kcal/吨产品氧化锌(干燥与转窑单独系统能耗大约为220×104kcal/吨产品。按年产7000吨、每立方煤气3.00元计,每年可节省大约380万元)
5.1.设备安装前的准备:
5.1.1.设备安装人员在设备安装之前必须熟悉相关的图纸及技术要求。
5.1.2.设备安装之前要按设备及配件的标识符号清点数量,检查质量,发现问题及时修复,不能修复的要与生产厂家联系,避免将损伤的设备或配件装到系统当中而影响试车。
5.1.3.清理好设备安装场地,检查基础设备地脚孔位置尺寸,清净地脚孔中的杂物。确定安装基准面。
5.1.4.清净设备及管道中的杂物,避免安装后留在系统中。
5.1.5.准备好设备安装用的密封件,连接件,调整垫铁等。
5.1.6.确认所有螺旋输送机螺旋轴的转向及各风阀开关位置并做出标记。
5.1.7.各类风机要按标识的方向定位,要明确风机安装的标准和精度要求。
5.2.闪蒸干燥系统安装顺序及要求:
5.2.1.先安装干燥机的旋闪段。安装前要确认旋闪室的进风口方向,安装时要以旋闪室上法兰面为基准找平找正,找正后将干燥机地脚板与基础埋件焊牢。
5.2.2.安装内套筒。将内套筒吊起按定位孔落在旋闪段的上法兰上。
5.2.3.安装干燥机干燥段。安装时要确认干燥段的物料送料口的方向,然后在旋闪室上法兰上铺好石棉盘根,将干燥段下法兰孔对准旋闪室上法兰的螺栓孔落下,对称拧紧螺栓。
5.2.4安装干燥机回收段。安装时先在干燥段上法兰上铺好石棉盘根,再将回收段吊起使回收段的下法兰对准干燥段的上法兰落下,对称拧紧螺栓。(安装时要确认回收段的出风口方向与图纸要求相一致)。
5.2.5.安装干燥机芯筒。在回收段上法兰上铺好石棉绳,将干燥机芯筒吊起对准回收段上法兰孔落下,对称拧紧螺栓。
5.2.6.待二层平台做完后再安装送料机。送料机插入干燥机的深度以送料机螺旋套筒侧面小孔露出干燥机内壁为准。定位后将干燥机进料口法兰与螺旋送料机套筒法兰用螺栓紧固。
5.2.7.待三层平台做完后再安装干燥旋风分离器。旋风分离器进风口与干燥机出风口的连接要加石棉绳密封。
5.2.8.安装布袋除尘器。先将布袋除尘器料仓支腿按图纸要求固定在三层平台上,然后依次将布袋除尘器的中箱体和上箱体安装完,安装完后各槽钢法兰连接处要焊接在一起,不得漏气。
5.2.9.安装系统引风机。风机安装要严格按图纸方位和风机安装标准执行,确保安装精度。
5.2.10.按系统工艺流程要求安装测温及测压接口及需要安装的阀门。
5.2.11.电控系统安装按电控设计要求进行。
5.3.悬浮动态煅烧系统安装顺序及要求:
5.3.1.按图纸方位要求先安装煅烧炉主炉底座。安装前要确认底座的进风口方向,要以底座上法兰面为基准找平找正,并将底座与煅烧炉水泥基础预埋件焊牢。
5.3.2.将煅烧炉主炉炉体吊起落在底座上,按图纸煅烧炉进料口方向找正后用电焊固定。
5.3.3.按图纸方位要求安装煅烧炉副炉底座。安装前要确认底座的出风口方向,要以底座上法兰面为基准找平找正,并将底座与煅烧炉水泥基础预埋件焊牢。
5.3.4.将煅烧炉副炉炉体吊起落在副炉底座上,按图纸要求找正后用电焊固定。
5.3.5.按图纸要求安装主、副炉连接管道。安装时要注意180度连接管道的方向,主炉内筒插入连接管道,连接管道另一头插入煅烧副炉内筒,煅烧主、副炉内筒上部均为自由伸缩端。
5.3.6.按图纸要求按装煤气燃烧室及连接管道。
5.3.7..在二层平台上按图纸要求安装保温双旋风分离器。安装时注意旋风分离器的进、出口方向。
5.3.8.按设计图纸要求安装连接管道,管道连接要加石棉绳密封。
6.3.9.按系统工艺流程要求安装测温及测压接口及需要安装的阀门。
5.3.10. 电控系统安装按电控设计要求进行。
5.4.风冷系统安装顺序及要求:
5.4.1.按图纸要求在二层平台上安装风冷旋风-布袋组合收尘器。安装时注意进出、口方向。
5.4.2.按图纸要求安装空气过滤器及风冷系统管道。
5.4.3. 安装风冷系统引风机。风机安装要严格按图纸方位和风机安装标准执行,确保安装精度。
6.闪蒸干燥、悬浮动态煅烧联合机组设备调试
6.1.调试前的准备工作
6.1.1..组织清理好设备操作场地,确保操作现场道路畅通,地面没有杂物。
6.1.2.确定参加设备调试人员,参加调试人员包括设备设计制造厂家、设备安装厂家及生产厂家有关人员。
6.1.3.对参加设备调试人员进行技术交底和操作培训。
6.1.4.组织有关人员对安装完的设备进行认真检查,检查的内容包括:设备内杂物是否清理干净;各连接螺栓是否拧紧;各部件旋转方向是否正确;各处密封是否达到要求;各开关是否好用等。
6.2.调试前的单机试车
6.2.1正式试车前,要对系统鼓风机、引风机、加料机、干燥机、电动卸料阀、螺旋输送机等电机转动部件进行单机试车运行。
6.2.2单机试车要检查转动设备和部件是否按要求添加润滑油及运转是否平稳,设备是否振动和有异常声音;干燥主机叶片旋转方向是否正确(俯视干燥机,主轴呈逆时针方向旋转);螺旋输送机螺旋轴旋转方向是否正确等。
6.3 空载及热负荷试车
6.3.1.空载试车时系统按下列顺序启动:开启系统引风机→干燥机主轴运转→螺旋送料机启动→脉冲布袋除尘器出料卸料阀启动→脉冲反吹系统启动→开启换热器用鼓风机。确认上述设备一切运转正常后开始热负荷试车。
6.3.2系统引风机开始启动前要关小进风口阀门,运行10分钟之后再逐步开大阀门,风阀开启大小的调整要根据煅烧炉入风口的压力来确定,要通过调整来保证煅烧炉入风口始终处于微负压运行状态。
6.3.3.热负荷试车开始后,要按照煤气烧嘴的技术操作规程点火,要通过燃烧室的窥视孔观察烧嘴的燃烧情况。为了保证煅烧炉进风口的温度能达到550-650℃的要求,要调整燃烧室上的手动调风阀的开启度,直到煅烧炉的入口温度稳定为止。
此时,要密切注视系统各部温升情况,并随时做好温升记录。当干燥机进风口风温达到2000C时,开启干燥机前的螺旋送料机低转速往干燥机送料(热负荷试车之前送料机料斗要装满物料,形成料封)。随着干燥机进风口风温的增加,送料速度要逐渐加快。此时要注意观察干燥机出风口温度,要将干燥机出口风温控制在100-130℃之间。当煅烧炉进风口风温达到450℃时,开启干燥旋风和布袋除尘器下的螺旋输送机往煅烧炉内送料。此时要注意观察煅烧炉出风口的温度应控制在400-450℃之间,既要防止加料量过大造成煅烧炉内温度过低而使物料分解不充分,又要防止加料量太小造成煅烧炉内温度过高而使物料过烧。
6.3.4.设备开动后要及时检测系统各处温度和压力变化情况,要通过调整引风机进风口风阀的开启度使干燥机和煅烧炉进风口始终处于微负压状态。
6.3.5.设备运行中要注意观察干燥机的工作状态,一般从干燥机的窥视镜处可以观察到气流状态。正常工作时,气流夹带物料呈旋流状态。
同时,还要注意观察干燥机主机电流表指针变化情况,当电流表指针波动较大时,说明送料量过大增加了主轴负荷,需要减小给料量。
6.3.6设备运行中要注意观察布袋除尘器的入口风温变化情况(干燥布袋除尘器入口风温控制在小于150℃左右,瞬间温度不超过200℃;风冷布袋除尘器入口风温控制在小于120℃左右,瞬间温度不超过150℃),避免风温过高而使布袋烧坏。
6.3.7.系统正常运行时,安装在布袋除尘器进风口前的温控气动阀处于闭合状态,当此处的风温瞬间超过调定的温度时气动阀自动打开,外面的冷空气进入系统,保护布袋不受损坏。当此处的温度降到低于调定的温度时,气动阀又恢复到闭合状态。
6.3.8.设备运行中要注意观察风机的运行状况,当发现风机震动严重或有异常声音时应停机检查。
6.3.9.煅烧分解后的氧化锌粉料,经过旋风分离器回收进入风冷管道,在风冷系统引风机的吸引下,物料经过旋风、布袋组合除尘器回收进入储料仓。
6.4.停机。
6.4.1系统停机按下列顺序进行:关闭煤气燃烧室前的煤气烧嘴→停止干燥加料机→停止干燥机主机→停止除尘器电动卸料阀→停止煅烧螺旋输送机→停止系统引风机→切断电控柜电源。
6.4.2.设备停机前,要将干燥机内和干燥机前的送料机内的物料排净,防止物料在设备内固化而影响设备下一次启动。
6.4.3.除系统引风机外,其它设备停机后,布袋要空吹10分钟,将挂在布袋上面粉尘排净。
6.4.4. 其它设备停机后,系统引风机要持续运转,直至煅烧炉内温度降到200℃以下方能停止运转。
6.4.5.设备停机后,要及时清理生产现场,检查设备。
7.1.设备操作人员上岗前必须经过技术培训,必须熟练掌握设备的结构、性能和操作顺序要求,掌握设备一般故障的处理方法。
7.2.设备必须设定专人操作。操作人员必须坚守工作岗位,严格按使用说明书中的规定操作并注意观察设备各部运转情况。
7.3.系统操作中特别需要注意的几个环节:
送料机料仓中要始终保持一定的料位,以便形成料封;送料量的大小要由干燥机出风口的温度来定;干燥布袋除尘器的瞬间入风口温度不能超过2000C;风冷布袋除尘器的瞬间入风口温度不能超过1500C。
7.4.各类风机、减速机、电机、调速装置、温控元件、及脉冲控制仪等外购件的使用,必须按使用说明书规定执行,防止操作不当而损坏设备。
7.5.闪蒸干燥机主轴密封靠调整套筒中盘根压盖的压紧量来完成,因此要定期检查盘根的磨损情况。
7.6.系统运行一段时间后(一般2~3个月),要对传动部件注润滑油,确保设备始终处于良好运行状态。
8.系统故障及处理方法
|
故障表现 |
发生原因 |
处理方法 |
|
干燥机进风口风温偏高 |
煅烧炉出风口温度过高
|
加大干燥机的进料量也是加大煅烧炉的进料量;调整干燥机进风口处的调风阀门的开启度 |
|
干燥机出口风温偏低或偏高 |
给料量过大或过小;送料机没料造成冷空气进入干燥机。 |
调整给料量;保证送料机料仓始终存有一定的物料。 |
|
干燥机主机电流过大或有较大噪音 |
给料量过大造成主机内积料;风量过小主机内料没带走;进风温度偏低干燥能力不够。 |
调整给料量;查找风小原因,是系统漏风严重还是布袋堵塞;提高进风口温度。 |
|
干燥机主轴下端漏料 |
密封盘根磨损严重或密封调整螺栓松动。 |
紧固调整螺栓或更换密封盘根。 |
|
旋风分离器不下料 |
电动卸料阀卡死或卸料阀叶片与阀体间隙过大。 |
检查调整电动卸料阀。 |
|
引风机电流过小 |
系统发生堵塞现象,如干燥机、煅烧炉内积料;管道积料;布袋堵塞等。 |
检查系统堵塞原因,保证系统畅通。 |
|
煅烧炉进风口风温偏低 |
自动燃烧机没调整好;燃烧室调风阀开启度过大。 |
按要求调整燃烧机,调整调风阀的开启度。 |
|
煅烧产量不够 |
系统漏风严重;系统存在堵料现象;系统引风机工作不正常。 |
检查系统各处密封,排查系统堵料现象。调整引风机。 |
|
系统尾气排放筒粉尘较大 |
布袋脱落或损坏 |
检查更换布袋 |
9.易损件明细
1.干燥机打散叶片
材质:16Mn
2.干燥机主轴轴承
3.干燥机主轴含油轴承材质:含铜聚四氟乙烯
4.主轴密封盘根
5.系统布袋除尘器脉冲阀膜片
6.干燥布袋除尘器布袋
风冷布袋除尘器布袋