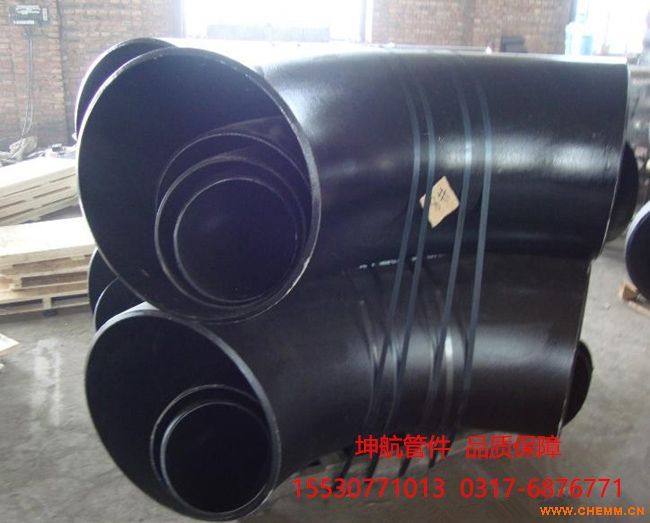
碳钢对焊弯头
产品关键词:碳钢对焊弯头 对焊弯头 碳钢压制弯头 国标碳钢压制弯头
- 产品名称:碳钢对焊弯头
- 产品编号:06
- 产品商标:坤航管件
- 产品规格:18-2220mm
- 参考价格:100
- 更新时间:2020/11/2 16:12:39
- 点击次数:758次
海南碳钢对焊弯头实体厂家_坤航国标碳钢压制弯头低价畅销 沧州坤航管件有限公司对焊弯头钢制热压成型或者锻打成型的弯头,对焊弯头库存质料首要包含钢材钢锭、钢坯、钢材等质料,不一样的质料在是运用中占有重要的位置。钢材是钢锭、钢坯或钢材经过压力加工制成所需求的各种形状、尺寸和功能的材料。对焊弯头在生产和制作时采用一定的技术参数和要求进行生产和使用,保证能够按照一定的方式和原理进行使用和推广,采用一定的工艺方式和原理进行生产和焊接,严格保证使用中的良好质量。对焊弯头按它的曲率半径来分,可分为长半径对焊弯头和短半径对焊弯头。长半径对焊弯头的曲率半径等于1.5倍的管子外径,即R=1.5D。短半径对焊弯头的曲率半径等于管子外径,即R=1D。式中的D为对焊弯头直径,R为曲率半径。按弯头的角度分,有45度对焊弯头,有90度对焊弯头和180度对焊弯头。
对焊弯头常用的工艺流程注意做一下总结,常见的工艺流程:原材料复检→下料→ 加热→压制→ 平片开坡口→组对→ 焊接→ 车坡口→淬火→回火→表面处理→无损检测→补焊焊缝无损检测→几何尺寸检测→标识坡口保护→批次理化试验合格→入库→发运。1、加热:对采用热成形方法制造管件而言,为满足成形工艺中对材料变形的要求,成形时需要对坯料进行加热。加热温度通常视材料和工艺需要确定。热推弯头或热弯弯管成形时,通常采用中频或高频感应加热的方法,也有采用火焰加热的方法。这种加热方式是与弯头或弯管成形过程同步进行的连续加热,管坯在运动中被加热并完成成形过程。
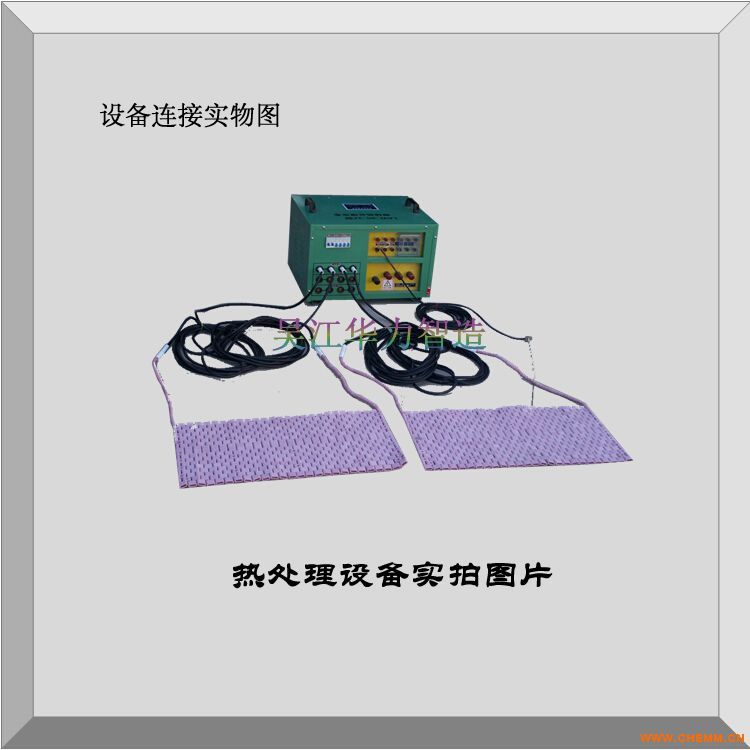
2、对焊弯头焊接:带焊缝的管件包括两种情况,一种是用焊管制造的管件,对管件制造厂来说,采用焊管的成形工艺与采用无缝管的成形工艺基本相同,管件成形过程不包括焊接工序;另一种是由管件制造厂完成管件成形所需要的焊接工序,如单片压制后再进行组装焊接成形的弯头、用钢板卷筒后焊接成管坯再进行压制的三通等。管件的焊接方法常用的有手工电弧焊、气体保护焊以及自动焊等。3、热处理:热处理工序是管件制造的重要组成部分。通过加热、保温及冷却的热处理步骤,消除成形过程产生的加工硬化、残余应力、金属变形缺陷等,使成形后管件的金属组织、性能发生变化,恢复到变形加工前的状态或使其性能得到改善和提高。
对焊弯头 在焊接施工操作完成后需要根据实际情况或管道外界环境进行防锈或防腐蚀处理,以避免弯头在焊缝处锈蚀或腐蚀,而造成弯头使用寿命过短。对焊弯头焊接前,为避免焊接变形,将组对成整体的弯头两侧*外瓦片两端找正后,用不锈钢弧板和龙骨加固好.按照常规焊接手段,需要充氩焊接,考虑到焊接成本以及虾米腰管径较大,充氩比较困难,综合以上因素在焊接时采用里、外两名焊工同时对称焊接,既很好的解决了充氩问题,而且成形也很好。采用氩点联焊的焊接工艺.焊条选用A022,焊丝选用:HOOCr21Nil0。低层采用氩弧焊接打底。在进行电焊作业前,在焊缝左右两侧各100mm范围内,刷石垩粉,防止飞溅粘附在管道表面,在进行电焊作业前,采用小电流。多层多道,连续焊接。整体焊接完毕后,对对焊弯头表面的焊点及飞溅进行打磨,对预制焊接完毕的瓦块,进行无损探伤,对内、外焊缝表面进行酸洗、钝化.将酸洗完毕的弯头运输至安装现场,进行*后的现场安装工作。欢迎各界朋友莅临管件参观、指导和业务洽谈。